



その課題、DKクライオプロセスで解決します!

| 品名 | パンチ兼ダイ | |
|---|---|---|
| 母材材質 | SKH51(相当) HRC:58-60 | |
| 加工材質 | SUS304 t=1.5 | |
| DKクライオプロセス | なし | あり |
| 寿命数(約) | 1,000 | 5,000 |
| 損傷状態 | 欠け | 欠け(微少) |
| 効果(%) | 500% | |
| 品名 | 外形パンチ | |
|---|---|---|
| 母材材質 | SKD-11 HRC 60~62 | |
| 加工材質 | S45C t=2.6 | |
| DKクライオプロセス | なし | あり |
| 寿命数(約) | 5,000 | 8,000 |
| 損傷状態 | 欠け | 欠け(微少) |
| 効果(%) | 160% | |
| 品名 | (絞り部)抜きパンチ | |
|---|---|---|
| 母材材質 | SKD11 HRC:59 | |
| 加工材質 | SECC t=2.0 | |
| DKクライオプロセス | なし | あり |
| 寿命数(約) | 30,000 | 95,000 |
| 損傷状態 | 欠け・摩耗 | 摩耗 |
| 効果(%) | 317% | |
| 品名 | カットパンチ | ||
|---|---|---|---|
| 母材材質 | SKD11(相当) HRC:58-60 | ||
| 加工材質 | リン青銅 t=0.3 | ||
| DKクライオプロセス | なし | あり | |
| 寿命数(約) | 20,000 | 150,000 | |
| 損傷状態 | 折れ | 折れ | |
| 効果(%) | 750% | ||

| 品名 | スパイラルタップ | |||
|---|---|---|---|---|
| 母材材質 | 粉末ハイス鋼 + Vコート | |||
| 加工材質 | ケイ素鋼板 t=15 程度 | |||
| DKクライオプロセス | なし | あり | ||
| 寿命数(約) | 2,700 | 2,900 | ||
| 損傷状態 | 摩耗大 | 部分摩耗大 | ||
| 効果(%) | 107% | |||
| 品名 | フライス用切断チップ | |
|---|---|---|
| 母材材質 | サーメット | |
| 加工材質 | SKD | |
| DKクライオプロセス | なし | あり |
| 寿命数(約) | 2,500 | 11,500 |
| 損傷状態 | チッピング | ややチッピング |
| 効果(%) | 460% | |
| 品名 | スローアウェイチップ | |
|---|---|---|
| 母材材質 | 超硬+AJコート | |
| 加工材質 | ||
| DKクライオプロセス | なし | あり |
| 寿命数(約) | 90 | 180 |
| 損傷状態 | チッピング | 摩耗 |
| 効果(%) | 200% | |

| 品名 | 異形状パンチ (真鍮ワイヤー φ0.2 での加工) |
||
|---|---|---|---|
| 母材材質 | SKD-11 HRC:59±1 | ||
| 加工材質 | 周長:34.5 mm 板厚 60.3㎜ | ||
| 処理なし(分) | 処理あり(分) | 比較(%) | |
| 1st | 69 | 59 | 14.49% |
| 2nd | 43 | 39 | 9.30% |
| Total | 112 | 98 | 12.50% |
図①のように 金属を−150℃から−196℃まで深冷却し、保持後に常温に戻す処理をすることでオーステナイトの分解を促進し、硬さを安定させ変形を抑え、残留オーステナイトや残留応力を大幅に減少させる効果のある深冷処理の一種です。

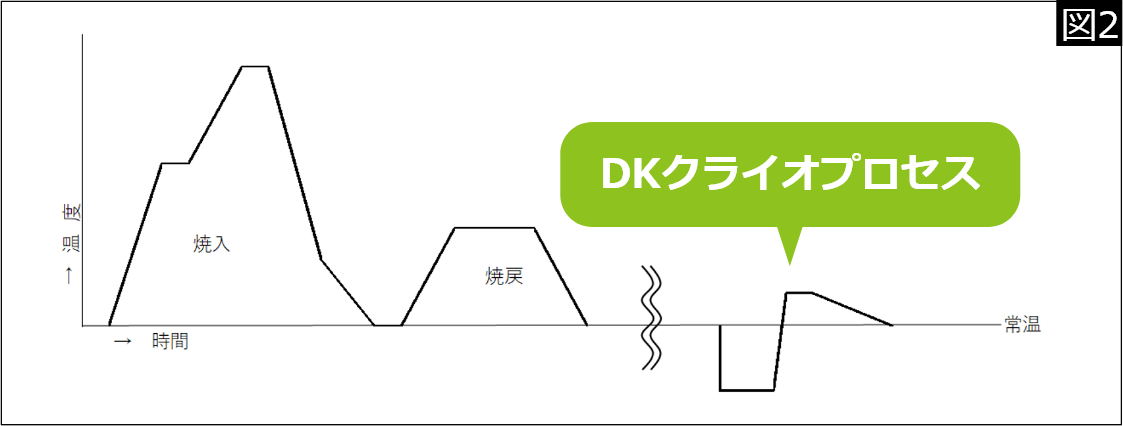

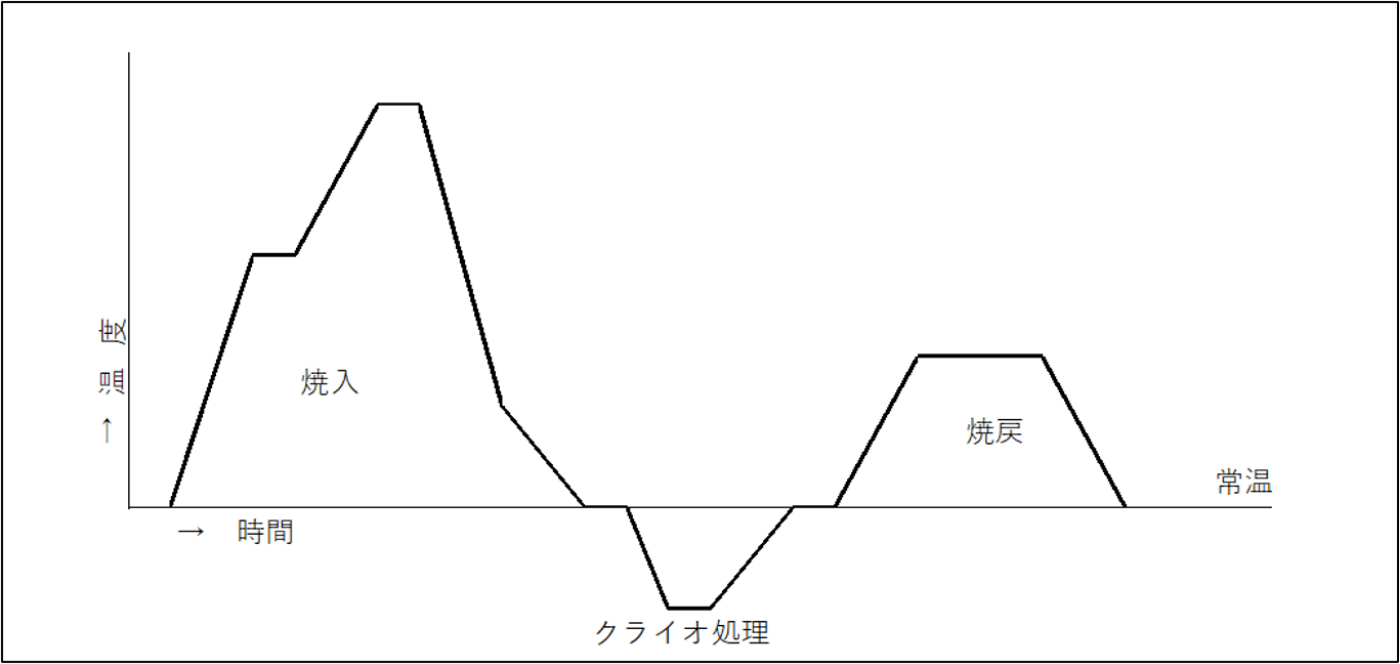
通常、クライオ処理は図①のように「焼入れと焼戻しの間」に施されるのが一般的です。
しかし、DKクライオプロセスは図②のように「パーツ完成後(焼戻し後)」に施すことでも、同様の効果が得られるという理論をもとに実証実験により確認しました。
実証実験の結果、焼戻し後の処理でも残留オーステナイトの低減・カーバイド析出・疲労強度向上が確認され、金属の耐摩耗性、寸法安定性、寿命の改善に一定の効果が期待できることが明らかになりました。
また、クライオ処理は外観に大きな変化が見られないため、処理の有無が分かりにくいという特長があります。

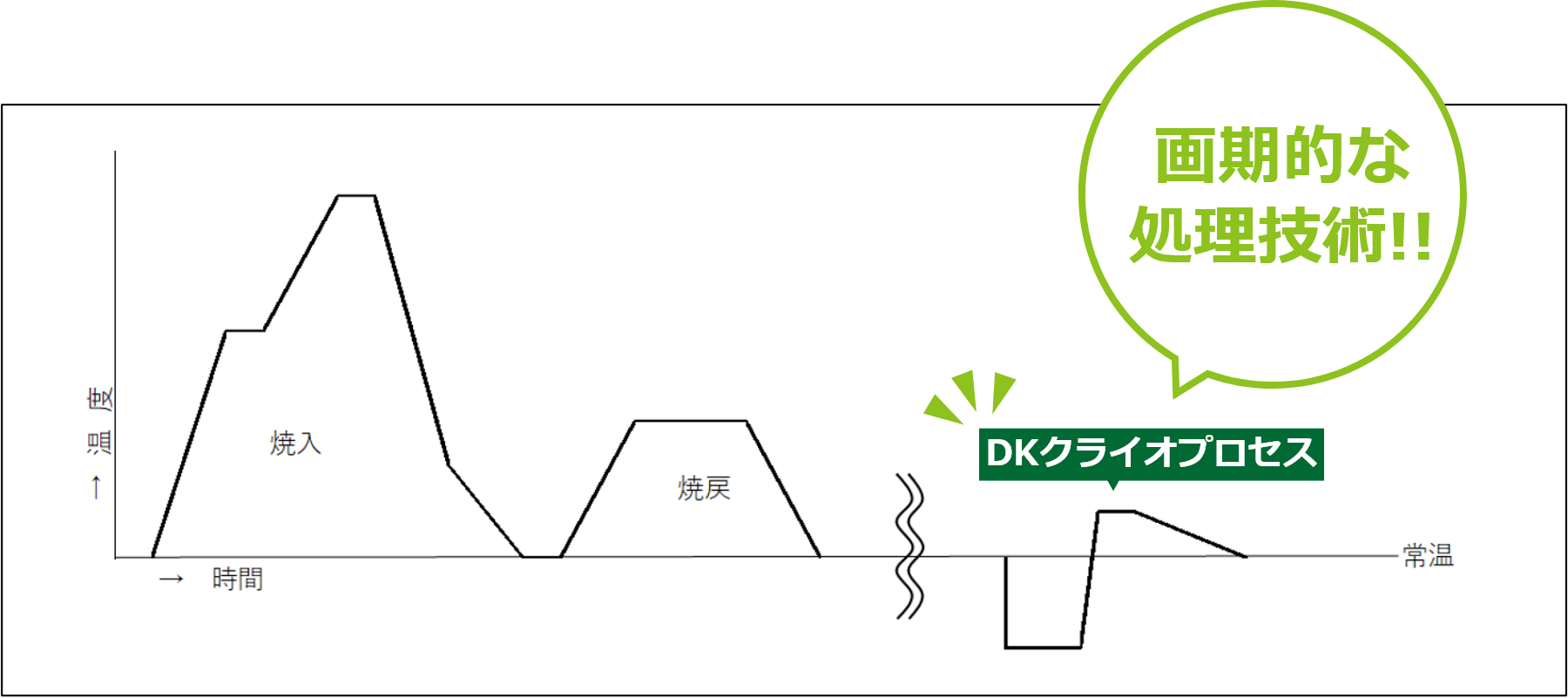
日本国内では、熱処理業者をはじめ「焼戻し後の処理では効果が得られない」というのが従来の常識であり、対応可能な設備を持つ企業もほとんど存在しませんでした。DKクライオプロセスは、この業界の常識を覆す画期的な処理技術として開発・商品化された、非常に珍しいプロセスです。
量産に対しての実証実験に先だって、DKクライオプロセスで寸法(特に径)が、どのくらい変寸するかを調査した結果が下記になります。
ストレートP |
材質 | DC53 HRC61 |
|---|---|---|
| 処理前寸法 | Φ 3.003 × 70.25 | |
| 処理後寸法 | Φ 3.003 × 70.25 |
ストレートP |
材質 | HAP40 HRC64 |
|---|---|---|
| 処理前寸法 | Φ 3.005 × 70.27 | |
| 処理後寸法 | Φ 3.005 × 70.27 |
ストレートP |
材質 | SKH51 HRC62.5 |
|---|---|---|
| 処理前寸法 | Φ 3.002 × 70.28 | |
| 処理後寸法 | Φ 3.002 × 70.28 |
ジェクタP |
材質 | DC53 HRC61 |
|---|---|---|
| 処理前寸法 | Φ 4.026 × 60.32 | |
| 処理後寸法 | Φ 4.025 × 60.33 |
以上により、
鋼種は関係なく寸法公差±0.01程度までのモノであれば問題なく処理可能と考えます。
また、各種文献でも 100㎜基準で5~10μ程度の変寸といった記述が確認できているため、寸法公差±0.01程度までであれば問題なく処理可能と考えます。
一般的なクライオ処理は焼き入れ直後の工程に限定されがちですが、DKクライオプロセスは、すでに使用中の金型・工具にも対応可能。
メンテナンス時にクライオ処理を施すことで、材料内部の組織を再調整(細分化)し、硬度・粘り・剛性を引き出すことができます。
つまり、熱処理タイミングに依存しない“後工程対応”が可能です。
工具寿命は従来比 最大7倍(※条件により異なる)。
結果として、交換頻度の低減・段取り工数の削減・保守コストの大幅圧縮に繋がります。
処理後の寸法変化はごくわずかで、精密部品でも実績として ±0.01mm の公差範囲に収まっています。
これまで数多くの部品に採用され、寸法変化による不具合の報告はありません。
安定した寸法管理により、高精度が求められる用途にも安心してご利用いただけます。
他の熱処理やコーティングとの併用も可能で、幅広い工程で効果を発揮します。
母材そのものの構造に作用するため、コーティング後の製品にも対応。
また、処理後にコーティングを施すケースでも問題なし。
工程順に縛られない、現場フレンドリーな処理プロセスです。
鋼材段階でクライオ処理を施すことで、ワイヤーカット加工のスピードが最大20%向上。
急な納期対応時にも、加工時間短縮という武器になります。
DKクライオプロセスは材料の内部組織に作用するため、処理前後で外観に変化はほとんどありません。
そのため見た目だけでは処理の有無が分かりにくい特長があります。
DKクライオプロセスでは、処理証明書を発行し、安心してご利用いただける体制を整えています。
営業現場や製造現場で求められるのは、
“数値”だけじゃない!!
“納期と信頼性の両立”です

DKクライオプロセスは、工程を変えずに性能を引き上げる“現場設計”型の改善提案です。
ぜひ一度、御社の加工品でその効果をご確認ください。
DKクライオプロセスは、工具・金型・鋼材の寿命向上や加工性改善に高い効果を発揮する革新的な処理技術ですが、最適な結果を得るためには、いくつかの注意点を事前にご理解いただく必要があります。
クライオ処理では、素材内部の組織変化によりごくわずかな寸法変化が生じる場合があります。理論上は100mmあたり±5μm程度であり、実績として ±0.01mm 以内に収まっています。ほとんどの精密部品では影響ありませんが、特に±5μm以下の厳しい公差が求められる場合は、事前にご相談ください。
この寸法変化の安定性は、**前工程の熱処理品質に大きく依存します。**焼き入れ・焼き戻しが均一に行われていない場合、変化量が大きくなる傾向があり、安定した品質を得るためには均一な熱処理の実施が前提となります。
さらに高い精度を求める場合は、荒加工後・仕上げ加工前にクライオ処理を行うことを推奨します。処理による変化を仕上げ代で吸収でき、材質を安定化させたうえで最終加工を行えるため、精度と信頼性を最大限に高めることが可能です。
処理後の温度復帰工程において、鉄系素材を中心にごくわずかな表面酸化が生じる可能性があります。
これは処理特性による自然な現象であり、DKでは処理後に速やかな洗浄と防錆油の塗布を実施しています。
そのため、お客様側での追加的な防錆対応は基本的に不要です。
また、常温復帰については、素材に負荷を与えない温度管理方法を社内で採用しておりますが、その詳細は技術上の理由により非公開とさせていただきます。
ごく稀に、焼入れ応力の残った複雑形状の部品において、わずかな変寸が発生するケースがあります。
これは素材内部応力の影響によるものであり、図面・形状情報を事前にご提供いただければ、リスクの有無を確認可能です。
DKクライオプロセスは、コーティング済の製品にも問題なく適用可能です。
表面にキズや摩耗がある場合でも、処理自体の効果に影響を与えることはありません。
ただし、処理対象の状態については、事前に把握・共有いただくことでより安定した結果が得られます。
使用している処理炉の仕様により、以下のサイズが標準的な処理上限となります:
最大処理目安:180mm × 280mm × 30mm
上記を超えるサイズや、特殊な形状・重量物については、専用治具の設計や段取り調整が必要となる場合があるため、必ず事前に図面などをお送りください。
現在、処理は月1回の定期バッチ対応となっております。
そのため、ご依頼内容によっては最長で約1か月程度の納期を頂戴する場合があります。
ただし、最小ロット費用(バッチ費)をご負担いただける場合には、随時対応も可能です。
納期に関するご希望がある際は、遠慮なくご相談ください。
DKクライオプロセスは、高精度・高寿命を実現するための“精密な温度制御技術”です。
素材特性や形状、寸法公差の要求に応じて最適条件を個別に設計することで、効果を最大化することが可能です。

処理をご検討の際は、図面・素材情報・使用状況などをお知らせいただければ、
最適な処理条件と納期をご提案させていただきます。
現行、皆様のご協力もあり、概ね月1回の処理で対応させていただいておりましたが、
実証実験が進むにつれて、
『なかなかタイミングが合わない』や
『処理して欲しい時に合わせて処理をお願いしたい』
などの声が上がるようになってまいりました。
そこで、下記の5つの条件を了承いただくことを前提に、御社のご希望のタイミングでの処理に対応させていただくことになりました。
| 月 | 火 | 水 | 木 | 金 |
|---|---|---|---|---|
| 処理 申込〆切 |
処理の可否 回答日 |
|||
| 処理依頼品 弊社AM必着 |
処理日 | |||
| 発送 予定日 |
納品 予定日 |
弊社(協力先)にて対応していた特注品にDKクライオプロセスを施し、納品いたします。
納期とコストがかかる特注品に DKクライオプロセスを追加することで、より長寿命化を期待することができ、メンテナンス費用等のランニングコストの低減に寄与することに挑戦いたします。
実証実験において、工具に関しても効果があった事例が増えてきているため、以前から実施していた、工具の再研磨にDKクライオプロセスを追加で処理を施すことにより、工具の長寿命化に挑戦します。



